Effect of Locust Bean Pod Extract As Water Reducing Admixture On The Compressive Strength Of Concrete.
ABSTRACT
This project present the investigatory result on the use of locust bean pod extract (LBPE) as a replacement for water on the Compressive strength of concrete. The locust bean pod is a waste material that is normally discarded after the seed have been harvested. 60 cubes of blocks of size 150 x 150 x 150mm were produced using locust bean pod extract as a blinder in concentration of 0, 0.15, 1.0, 1.5, 2.0 and 2.5kg/l respectively. The cubes without locust bean pod extract were used as control. The whole cube were cured under atmospheric condition in the laboratory and their compressive were determined. It was found that locust bean pod extract can significantly increase the compressive strength of the concrete block by 78.57% and that the concentration of the locust bean pod extract, the greater the compressive strength of the concrete cubes.
CHAPTER ONE
1.0 INTRODUCTION
1.1 General Background of the Study
Industrial and agricultural activities are on the increase, thus giving rise to a significant increase in industrial and agricultural wastes which most often have impacted negatively on the environment. This degradation of the environment has prompted engineers and scientist to embark on researches towards possible ways of recycling these wastes in order to keep the environment safe and ecologically habitable. The transportation, construction and environmental industries have the greatest potential to recycle these large quantity of waste (Basha, et al; 2002).

Plate I: Locust bean fruit
Locust bean pod which is a Waste Agricultural Biomass (WAB) and obtained from the fruit of the African locust bean tree (ParkiaBiglobosa) which is the material resource required for production of Locust Bean Pod extract (LBPE). The harvested fruits are ripped open while the yellowish pulp and seeds are removed from the pods; the empty pods are the needed raw material. The pods make up 39% by weight of the fruits while the mealy yellowish pulp and seeds make up to 61% (Adama and Jimoh, 2011).
For years running, a liquid extract had been obtained by boiling the pod husks of the locust tree fruits in water and is usually reddish brown in colour. The local technology of extracting this liquid admixture from the locust bean pod husks has been a common practice among the Nupe and Koro speaking tribe found in Niger and Kaduna state. The extract was mainly used as a bonding agent between locally manufactured clay tiles and the soil beneath in the construction of durable floor finishes for their rooms and frontage of the rooms. The construction process involved the filling of the floor area with lateritic soils and compacted, the locust bean pod extract is then poured over the compacted surface at ordinary temperatures after which the clay tiles are laid over the wet floor and is further compacted to a firm finish using specially fabricated wooden rammers. Some floors usually strengthened through this process. (Adama and Jimoh, 2011).
The above method has been in existence for more than fifty (50) years ago. Evidences still abound across Nupe land of the use of locust bean pod husks on fence walls built using lateritic soils; (Plate 03, Adama and Jimoh, 2011). In this case the pod husks are usually attached to the external parts of the walls so that when rain falls, the extracts from the pod husks normally will drain into the walls and the walls are usually strengthened through this process (Adama and Jimoh, 2011).

Plate II: Locust bean pod husks on mud fence wall (Adama and Jimoh, 2011)
1.2 Problem Statement and Justification of Study
1.2.1 Problem Statement
Housing is one of the most important needs of human being and as such, the demand for it is always on the increase. In developing countries like Nigeria, the increasing cost of construction materials like cement, concrete production have led to the need of utilizing the agricultural waste to determine whether they will serve the purpose of improving this construction materials. The environmental degradation of this waste to make them economical rather than discarding them.
1.2.2 Justification of Study
Owing to the high rate of environmental pollution resulting from the disposition of agricultural biomass and the increase in the cost of construction material like cement in Nigeria, this study is centered on exploiting the usefulness of some of this agricultural biomass (Locust bean pod husks) to reduce environmental pollution and to optimize the use of cement in concrete production.
1.3 Aim and Objectives
1.3.1 Aim
The aim of this project is to determine the effect of locust bean pod extract (LBPE) as a replacement for water on the Compressive strength of concrete.
1.3.2 Objectives:
The objectives of this study include the following;
1. To determine the physical properties of the aggregates through preliminary test.
2. To determine the oxides composition of the extract (chemical analysis).
3. Casting of 60 concrete cubes at different concentration of the pod extracts (0, 0.05, 0.10, 0.15, 0.20 and 0.25kg/l) and curing for 7 and 28 days only.
4. To determine the compressive strength of concrete at varied concentrations by crushing of cubes.
5. To determine the optimum LBPE replacement level.
1.4 Scope and Limitations
1.4.1 Scope
The scope of this study spans on the production of mass concrete with a mix ratio of 1:2:4 and water-cement ratio of 0.5 for 7 and 28 days curing ages.
1.4.2 Limitations
In the course of this study, the extract used was obtained only by manual leaching due to unavailability of modern equipment. The leaching effect of the extract during the curing periods was not duly controlled as the control specimen were exposed to the same environment.
CHAPTER TWO
2.0 LITERATURE REVIEW
2.1 Preamble
The construction industry relies heavily on construction materials such as cement, granite and sand for the production of concrete. The high and increasing cost of materials has greatly hindered the development of shelter and infrastructural facilities in developing countries. There arises the need for engineering consideration of the use of cheaper and locally available materials to meet desired need, enhance self-efficiency, and lead to an overall reduction in construction cost for sustainable development.
Attempts have equally been made by various researchers to reduce the cost of its constituents and hence total construction cost by investigating and ascertaining the usefulness of materials which could be classified as agricultural or industrial waste some of this waste include locust bean pod, sawdust, pulverized fuel ash, palm kernel shells, slag, fly ash etc. which are produced from milling stations, thermal power station, waste treatment plant, and sometimes locally extracted. The utility of locust bean pod extract for mixes is on the rise (Aguwa and Jimoh 2012), Investigated the use of locust bean pod extracts in determining the compressive strength of lateritic and sand Crete blocks and discovered that it improves the strength of the blocks by 78.5%.
2.2 Concrete
Concrete is made from cement, aggregate and water with occasional addition of an admixture.
Historically concrete is a roman invention made from changing recipe of lime motor, volcanic sand, water and small stone. The mixture was placed in wooden frame and left to dry bond with a fairing of brick or stones in a procedure somewhat like the casting of status in bronze or other metals. When the concrete were completely dried, the wooden moulds were removed leaving behind a solid mass of great strength. The properties of concrete depend on the quantities and qualities of its components because cement is the most component of concrete and usually has the greatest unit cost, its selection and proper use are important in obtaining most economically the balance of properties desired for any particular concrete mixture.
2.3 Constituents of Concrete
There are three major constituents of concrete which include the following:
1. Cement
Cement is made by heating limestone (calcium carbonate) with small quantities of the other materials such as clay in a kiln, in process known as calcinations, whereby a molecule of carbon dioxide is liberated from calcium oxide, or quicklime, which is then blended with other materials that has been included in the mix of which the breakdown of the chemical make-up (by mass) are shown in the table 2.1. the resulting hard substance, called ‘clinker’, is then grounded with a small amount of gypsum into powder to make ‘ Ordinary Portland cement’ the most commonly used type of cement today.
Table 2.1 The Chemical Composition of Portland cement
| Minerals | Chemical formula | Oxide composition | Abbreviation | Percentage% |
| Tricalciumsilicate (alite) | Ca3SiO5 | 3CaO,SiO2 | C3S | 50-70% |
| Dicalcium silicate (belite) | Ca2SiO4 | 2CaO,SiO2 | C4S | 15-30% |
| Tri-calcium aluminate | Ca3Al2O4 | 3CaO,Al2O3 | C3A | 5-10% |
| Tetra-calcium aluminoferrite | 4Cao,AlnFe2NO7 | 4CaO,AlnFe2NO3 | C4AF | 5-10% |
| Calcium& magnesium oxides | CaO&MgO | 3-8% |
Source: Jackson N. (1983)
The hydration of calcium silicate, aluminate, and alluminoferrite minerals, causes the hardening, or setting of cement. The ratio of C3S to C2S helps to determine how fast the cement will set. Faster setting occurs with higher C3S content, lower C3A contents, promotes resistance to sulfates. Higher amount of ferrites leads to slower hydration, also, the ferrite phase causes the brownish gray colour in cements, so that ‘white cement’ (i.e. those that are low in C4AF) are often used for aesthetics purposes. The calcium aluminoferite (C4AF) forms a continuous phase around the other mineral crystallites, as the iron containing species act as a fluxing agent in the rotary kiln during cement production and are the last to solidify around the others. Hydration involves many of different reactions often occurring the same time. As the reaction proceed, the products of the cement hydration process gradually bond together the individual sand and gravel particles and other components of the concrete, to form a solid mass.
2. Aggregate
Aggregates are inert granular materials such as sand, gravels or crushed stone that, along with water and Portland cement is essential ingredient in concrete. For a good aggregate mix, aggregate need to be clean, hard, strong particles free of absorbed chemicals or coating of clay and other fine materials that could cause the deterioration of concrete. Aggregate typically consist of 70% to 80% of the concrete volume, but it is commonly thought as inert filler having little effect on the finished concrete properties. In fact, aggregate plays a substantial role in determining workability, strength, dimensional ability and durability of the concrete also has significant effect in the cost of concrete mixture (port land cement association).Aggregate can be classified as:
a) Normal Weight aggregates; it specific gravity ranges from 1.5-3.0. Usually gotten from natural rock weathering e.g. gravel, sand and crushed rocks. Blast furnace slag, limestone, sandstone, granites etc. are further examples. The produce concrete of density 2000-3000kg/m3.
b) Heavy Weight Aggregate; with specific gravity of 4 and above. These include magnetite (Fe3O4), hematite (Fe2O3), iron short, bate etc.
c) Light Weight Aggregates; its natural forms are scoria, volcanic cinders, turf, pumice etc. while furnace clinker, expanded clay etc. are artificial forms. Agricultural wastes such as sawdust, coconut shells, etc. are all in this category and produces concrete of density less than 1920kg/m3 (Lydon, 1982).
3. Water
Water is an important ingredient in concrete mixture and its quality its quality has vital influence on the strength of concrete. Combining water with a cementenous material forms a cement past by the process of hydration. The cement paste glues the aggregate together, fills the voids within it and allows it to flow more freely. Less water in the cement paste will yield a stronger more durable concrete; more water will give a free-flowing concrete with a higher slump. Impure water used to make concrete can cause problem when setting or causing premature failure to the structure.
2.4 Mix design
The concrete mix design is a process of selecting suitable materials that will be mixed up with water to form concrete and determining their proportions which would produce an economical concrete that will satisfy the job requirements. The ratio of mineral mix is very important, because this determines the compressive, workability, and durability of concrete i.e. in this report a mix ratio of 1:2:4 (cement: sand: gravel) with proper proportion of water will be adopted and use. The proportioning of the concrete mix is accomplished by the use of certain empirical relations which afford a reasonable accurate guide to select the best combination of materials so as to achieve desired proportions. The design can be based on the compressive strength of concrete governed by water to cement ratio and for the given aggregate characteristics, which the workability of the concrete is governed by the water content.
2.4.1 Workability
The amount of useful internal work necessary to overcome the internal friction to producing full compaction is termed as workability. It is the ability of a fresh (plastic) concrete to fill the form/mould properly with the desired work (vibration), without reducing the concrete quality.
Workability depends on the water content, aggregate (shape and size distribution), cementitious content and age level of hydration, and can be modified by adding chemicals admixtures, like super-plasticizer. Raising the water content and adding admixture will increase concrete workability. Excessive water will lead to increase in bleeding (surface water) or segregation of aggregates (when the cement and aggregate start to separate), with resulting concrete having reduced quality. The use of aggregate with an undesirable gradation can result in a very harsh mix design with a low slump, which cannot be made readily workable by the addition of reasonable amount of water. Workability can be measured by the concrete slump test or compaction factor test, a simple measure of the plasticity of fresh concrete, following the ASTM C143 or EN12350-2 test standards.
2.4.2 Slump of concrete
Slump is normally measured by filling an “Abrams cone” with a sample from a fresh batch of concrete. The cone is placed with the wide end down unto a level, non-absorptive surface. It is then filled in three layers of equal volume, with each layer being tamped with a steel rod in order to consolidate the layer. When the cone is carefully lifted off, the enclosed material will slump a certain amount due to gravity. A relatively dry sample will slump very little, having a slump value of one or two inches (25 or 50mm). Relatively wet sample may slump as much as eight inches. Workability can also be measure using the flow table.
2.4.3 Compaction Factor Concrete
Compaction factor of fresh concrete is done to determine the workability of fresh concrete by compacting facto test in accordance with B.S 1881 part (1970). The apparatus used is the compacting factor apparatus. The sample of concrete is placed in the upper hopper up to the brim, and the trap door is opened so that the concrete falls into the lower hopper. The trap-door of the lower hopper is opened and the concrete is allowed to fall into the cylinder. The excess concrete remaining above the top level of the cylinder is then cut off with the help of plane blades. The concrete in the cylinder is the weighed. This is known as of partially compacted concrete. The cylinder is filled with fresh sample of concrete and vibrated to obtain full compaction. The concrete in the cylinder is weighed again. This weight is known as weight of fully compacted concrete. This test is develop in UK and it is the measure of the degree of compaction for the standard amount of work and this offer a direct and reasonable reliable assessment of the workability of concrete. The required measurement of the weight of partially and fully compacted concrete and the ratio of the partial compacted weight to the fully compacted weight, which is always less than one, is known as compaction factor (Glanville, et al; 1986). For the normal range of concrete the compaction factor lies between 0.8-0.92.
2.4.4 Compressive Strength of Concrete
Concrete mixture can be designed to provide a wide range of mechanical and durability properties to meet the design requirement of a structure. The compressive strength of concrete is the most common performance measure used by the engineer in designing buildings and other structures. The compressive strength is measured by breaking concrete cube specimen in a compressive-testing machine. The compressive strength is calculated by the failure loading by the cross section area resisting the load and reported and recorded in unit pound-force per square inch (pai) in US customary unite or mega Pascal’s (MPa) in ST units. Concrete compressive strength can vary from 2500pai (27MPa) for residential concrete to 4000pai (28MPa) and higher in commercial structures. Higher strength up to and exceeding 10,000pai (70MPa) are specified for certain application.
2.5 Pozzolanic Admixtures
Ancient Greeks and Romans used certain finely divided Siliceous material which when mixed with lime will produce strong cementing material having hydraulic properties. Such cementing materials were employed in the construction of Arch, Bridges etc.
Pozzolanic materials are siliceous or siliceous and aluminous materials which in themself possess little or no cementitious value, but will in finely divided form and in the presence of moisture chemically react with calcium oxide liberated on hydration, at ordinary temperature, to form compounds, possessing cementious properties (Shetty, 2006).
Generally, amorphous silicate reacts much more rapidly than the crystalline form. It is pointed that calcium hydroxide, otherwise, a water soluble material is converted into insoluble cementitious material by the reaction of pozzolanic materials (Shetty, 2006). The reaction can be shown as follows;
Pozzolan + calcium hydroxide + water C-S-H (Gel)
This reaction involves the consumption of Ca(OH)2. The reduction of Ca(OH)2 improves the durability of cement paste by making the paste dense and impervious (Shetty 2006). Activity of pozzolan is the capacity of pozzolan to form alumino-silicates with lime to form cementitious products. Factors that affect the activity of Pozzolans are;
1. SiO2 + Al2O2 + Fe2O3 content
2. The degree of amorphousness of its structure
3. Fineness of its particles
Table 2.2 Chemical and Physical Requirement of Pozzolans
| Chemical Requirements | Mineral Requirements | ||
| N | F | C | |
| Silicon dioxide, Aluminium dioxide and Iron oxide (SiO2+Al2O3 +Fe2O3), Minimum % | 70 | 70 | 50 |
| Sulfur Trioxide (SO3), Maximum % | 4.0 | 5.0 | 5.0 |
| Moisture content , maximum % | 3.0 | 3.0 | 3.0 |
| Loss on Ignition , maximum % | 10.0 | 6.0 | 6.0 |
| Available alkalis as Na2O, maximum% | 1.5 | 1.5 | 1.5 |
| Physical Requirements Fineness, maximum % retained on 325-Mesh (44µm) sieve. | 34 | 34 | 34 |
Source: ASTM Specification C618-92a Chemical and Physical Specification (1994)
2.6 The Use of Agricultural Biomass as Partial Replacement in the Construction Industry
Rice Husk: Rice husk ash has been widely used as partial replacement of cement in the production of concrete it is of the advantage that it is prepared entirely from agricultural waste, and it manufacture does not require special skills or machinery, it is suitable for rural and low-cost housing programme. It is highly pozzolanic and suitable for use in lime, pozzolanic mixes and for Portland cement replacement, therefore the use of rice husk ash as a pozzolana is significant in the construction industry. (Hassan, 2007)
Sugarcane bark: Bagasse ash is the product of sugarcane bark this is also as a replacement of cement in the production of concrete. It highly recommended for use in the production of lightweight concrete as its density decreases with increasing quantity of ash replacement. It is also recommended when low stress is required at reduced cost. (Daneji, 2014).
2.7 History and General Structure of Locust Bean Pod Extract (LBPE)
The African locust bean tree, “Parkiabiglobosa” is a perennial tree legume, belonging to the sub-family Mimosodeae and family leguminosae (Campbell, 1980). Parkiabiglobosa an important multipurpose tree from the savannah zone of West Africa. The plant increases soil fertility, grows to about 15m in height and has dark, evergreen, pinnate leaves.
Its fruit is a brown, leathery pod of about 10 to 30cm long and contains gummy pulp of an agreeable sweet taste, in which lies a number of seeds. The pods are edible and are often used for livestock feed. It has been reported that the bark of the plant can be used in the treatment of toothache, leprosy, eye sores, fever, hypertension as well as wound, ulcer and snake bite.
The seeds are used extensively as seasoning and also good source of essential amino acids (Hassan and Umar, 2005). The fruit pulp analyzed showed moisture content of 8.41%, protein 6.56%, fat 1.80%, crude fibre 11.75%, ash 4.18% and carbohydrate of 67.30% (Gernmah et al, 2007). The locust bean seed produced by the parkia tree is embedded in a yellowish, sweet tasting edible pulp. The pods, containing locust bean seeds, resemble that of a soya bean pod that starts out as a bright green and turns dry and deep brown as it matures on the tree.
The African locust bean has a wide distribution ranging across the Sudan and Guinea Savanna and the ecological zones. The range extends from the western coast of Africa in Senegal across to Sudan. It is found in nineteen African countries: Senegal, Gambia, Guinea Bissau, Guinea, Sierra Leone, Mali, Cote De Voir, Burkina Faso, Ghana, Togo, Benin, Niger, Nigeria, Cameroon, Chad, Central Africa, Republic, Zaire, Sudan and Uganda. In Nigeria, it is predominantly found in the northern part of the country.
Locust bean pod has a pH of 6 implying weak organic acid with a density of l0.97kg/m with a dark brown colour. It has the following chemical composition the bark contains 12 – 14% of tannin while the husk contains 27- 44% of tannin. Also Campbell (1980) reported that Locust bean pod contains 60% carbohydrates and 10-20% of which is sucrose, with 29mg of vitamin C per 100g of Locust bean pod. The pulp is a beneficial food source in the middle of the dry season with initial early colour white, turning to bright yellow as the pod matures.
2.7.1 Processing of locust bean pod extract;
In the middle belt and Northern states of Nigeria, The pods are collected and soaked in water for at least four to seven days. The extract can also be obtained from leaching process of the pod through boiling i.e. extraction of soluble constituents from a solid by means of solvent, for example extraction of sugarcane or beets, so also binding materials can be leached out from locust beans pod through boiling.
2.8 Locust Beans Pod Extract as a Replacement for Water in Concrete Production
The pods are usually measured and soaked with a solvent (water) which has been identified as the best extractor (Abagale, Twumasi and Awudza, 2013) for a number of days. The number of soaking days that gives maximum strength in the production of mud blocks using the extract is 4 days (Kareem, 2010). The pod solution obtained after the required soaking period is used in mixing the concrete cubes at the expense of the ordinary distilled water. This is carried out at different concentration of the pod extract obtained which usually is expressed in kilogram per litre.
A lot of works have been done using the locust bean pod extract as a binder (Aguwa, 2012; Adama and Jimoh, 2011). Aguwa in his research using the locust bean pod extract as a binder in the production of mud blocks, found out that locust bean pod extract can significantly increase the compressive strength of lateritic block by 78.57% and that the higher the concentration of the pod extract, the greater the compressive strength of lateritic blocks.
All works carried out on the replacement of water with the locust bean pod extract have focused on the production of mud and sandcrete blocks only. In this study however, the use of the locust bean pod extract will be directed on the production of concrete cubes by varying the concentrations to see possibilities of it improving concrete strength.
CHAPTER THREE
3.0 MATERIALS AND METHODS
3.1 Materials
The materials used for this research work are; Dangote Portland cement of sound quality, Fine aggregates and Coarse aggregate collected from Sonitra Laboratory Ghana. The Locust bean pod used was obtained from Nima market Ghana. Tap water free from contaminant either dissolve or suspension ( BS 3148, 1980) was collected from Sonitra Laboratory, Ghana and used for leaching process of the bean pod as well as mixing the concrete cubes. The chemical composition of the locust bean pod extract test was conducted in chemistry department laboratory, Ahmadu Bello University Zaria using Oxford instrument. The physical properties and strength of the aggregate were determined by conducting several tests, such as specific gravity and water absorption, bulk density and void ratio, moisture content, sieve analysis as well as compressive strength test at the ages of 7days and 28 days. The extraction process used is the leaching process which is employed in the extraction of soluble constituent from pod by means of solvent. The solvent used in this case is water which is usually considered as the best solvent for leaching as it has sufficiently low viscosity which enables free circulation.
3.2 Moisture Content Test of Fine and Coarse Aggregate
Aim: To determine the quantity of water contained in aggregate.
Apparatus: Electronic weighing balance, cans and oven.
Procedure: Three cans were weighed and recorded as A, a reasonable quantity of sample was placed in each can and weighed on the weighing balance to obtain the weight of can plus surfaced dry sample recorded as B. The surfaced dry sample was oven dried for 24 hours and reweighed to obtain the weight of can plus dry sample recorded as C. The moisture content of the aggregate is then calculated using the equation (3.1), and as presented in Table 4.2 and 4.3.
[(B-C)/(C-A)] x 100 (3.1)
3.3 Specific Gravity and Water Absorption of Aggregate
Specific gravity of aggregates Gs is the mass density of the mineral solids normalized relative to the mass of water.
3.3.1 Specific Gravity and Water Absorption of Fine Aggregate
Aim: To determine the specific gravity and water absorption of shape sand (fine aggregate) in accordance to BS 812: part 2: (1975).
Apparatus: electronic weighing balance, thermostatically controlled oven, rubber vessel, air-tight container and fine sand.
Procedure: The plastic vessel was weighed empty. The vessel was then filled with appreciable sample of fine sand and weighed to obtain the weight of vessel plus sample. The vessel plus sample was partly filled with water and kept for 24 hours. After the 24 hours, the assembly was completely filled with water and weighed to obtain the weight of vessel plus sample plus water recorded as B. the vessel was then emptied and the saturated sample was surfaced dried. The vessel was then filled with water only and weighed to obtain the weight of vessel plus water recorded as C. The saturated sample after attaining a completely surfaced dried condition was then weighed to obtain weight of surface dried sample recorded as A. The surfaced dried sample was then placed in an oven for 24 hours. After the 24 hours, the sample was removed and cooled in an air-tight container and weighed to obtain the weight of oven dried sample recorded as D. The specific gravity and water absorption was calculated using equation (3.2) and (3.3). As presented in Table 4.4.
Specific gravity = D/[A-(B-C)] (3.2)
Water absorption = [(A-D)/D] x 100 (3.3)
Where; A = weight of surfaced dried aggregate
B = weight of vessel plus water plus sample
C = weight of vessel plus water only
D = weight of oven dried sample
3.3.2 Specific Gravity and Water Absorption of Coarse Aggregate
Aim: To determine the specific gravity and water absorption of granite stone (coarse aggregate) in accordance to BS 812: part 2: (1975).
Apparatus: The apparatus used in this experiment are same as in 3.5.1
Procedure: The experiment was done and carried out as in 3.5.1. As presented in Table 4.5.
3.4 Bulk Density
Bulk density can be defined as the weight of aggregate required to fill a container of a giving volume. It can also be considered to be the measure of how dense or closely packed a sample is.
3.4.1 Bulk Density of Sharp Sand (Fine Aggregate)
Aim: To determine the bulk density of fine aggregate (sand)
Apparatus: electronic weighing balance, tamping rod, straight edge, cylindrical mould of known volume and fine sand sample.
Procedure: the cylindrical mould was cleaned, weighed empty and recorded as w1. It was later filled with the fine aggregate sample, leveled off with a straight edge and weighed and recorded as w2 for the uncompacted test.
The cylindrical mould was then filled in three layers each subjected to 25 blows of a standard tamping rod (16mm) the last layer was allowed to overflow the cylindrical measure and the surplus being struck off using a straight edge. The cylindrical measure plus the weight of the compacted aggregate was weighed and recorded as w2 for the compacted test. The bulk density of the compacted and uncompacted test was calculated using equation (3.4), as presented in Table 4.6.
3.4.2 Bulk Density of Granite Stone (Coarse Aggregate)
Aim: To determine the bulk density of coarse aggregate (granite stone)
Apparatus: electronic weighing balance, tamping rod, straight edge, cylindrical mould of known volume and granite stone sample.
Procedure: Rodded bulk density
A 1.7 x 10-3m3 cylindrical mould was weighed (w1) and filled in three layers with each layer given 25 blows of the standard tamping rod (16mm). The last layer was allowed to overflow the cylindrical mould and the surplus being struck off using a straight edge. The weight of the cylindrical mould plus the compacted aggregate was weighed and recorded as w2. The compacted bulk density was determined using the equation (3.4), as presented in Table 4.8.
Bulk density = Weight of sample divided by weight of sample divider = [W2-W1]/v (3.4)
Where: v= l x b x h
l = length of sample divider
b = breadth
d = depth
Loose/Uncompacted bulk density of granite stone (coarse aggregate)
The cylindrical mould was again filled to overflow by dropping the aggregate from a height of about 50mm from the top of the cylindrical mould using a scoop. The surplus was struck off using a straight edge and leveled. The weight of the cylindrical mould plus sample was then weighed and recorded as w2. The uncompacted bulk density was determined using equation 3.2, as presented in Table 4.8.
3.5 Void Ratio
Void ratio is defined as the ratio of the volume of void in a mixture to the volume of solids. It can be represented mathematically as;
Void ratio (e) = (1-bulk density)/specific gravity x unit weight of water (3.5)
3.6 Porosity
Porosity is a measure of the void spaces in a material, and is measured as a fraction.
Porosity = (1-A/B) x 100 (3.6)
Where A is loose bulk density and B is compacted density.
3.7 Sieve Analysis
Sieve analysis is commonly known as gradation test. In general, it has been used for decades to monitor material quality based on particle size distribution. For coarse material sizes that range down to #100 mesh size (150µm), a sieve analysis and particle size distribution is accurate and consistent.
3.7.1 Sieve Analysis of Sharp Sand (Fine Aggregate)
Aim: To determine the grading of aggregate as provided in BS 812: part 1: (1975)
Apparatus: set of sieve sizes used: 5.0mm, 3.35mm, 2.36mm, 2.0mm, 1.18mm, 900µm, 600µm, 425µm, 300µm, 150µm and 75µm.Electronic weighing balance, brush, sample tray and mechanical sieve shaker, lid and pan.
Procedure: 500g of sample was weighed and washed to remove clay particles. The washed sample was oven dried for 1 hour. The sieves were arranged in accordance to BS 812: part 1: (1975). The dried sample was placed on the topmost sieve and cover with a lid. The setup was allowed to vibrate in the mechanical sieve shaker for 10 minutes. The sample retained in each sieve was weighed, measured and recorded, as presented in table 4.10.
3.7.2 Sieve Analysis of Granite Stone (Coarse Aggregate)
Aim: To determine the particle size distribution of granite stone (coarse aggregate) as provided in BS 812: part 1: (1975).
Apparatus: Set of sieve sizes used: 20.0mm, 14mm, 10mm, 6.3mm, 5mm and a bottom tray, electrical weighing balance, sieve brush, granite stone and mechanical sieve shaker.
Procedures: the sieves were properly cleaned and arranged in order of their sizes with the largest sieve size at the top of the stack. 1kg of the aggregate (granite stone) was poured into the stack of sieve fastened securely on the mechanical sieve shaker and vibrated for 10 minutes until no particle passes again. The sample retained in each sieve was weighed, measured and recorded, as presented in table 4.11.
3.8 Mix Proportion of Concrete by Absolute Volume Method
Where; W= required quantity of water
C= Cement
Fa= required quantity of fine aggregate
Ca= required quantity of coarse aggregate
SGc= specific gravity of cement
SGs= specific gravity of sand
SGg= specific gravity of granite
With, W/C (water: cement) = 0.50
W = 0.50C (3.8)
Using a mix ratio of 1:2:4
C/Fa = ½
Fa= 2C (cement: sand) (3.9)
C/Ca= ¼
Ca= 4C (Cement: granite) (3.10)
Substituting equation (3.8), (3.9) and (3.10) into equation (3.7)
Where,
SGc= 3.15, SGs= 2.61, SGg=2.64
![]()
C (3.099×10-3) =1-0.02
C = 316.23kg/m3
Materials required for producing 1m3 of concrete are given below:
C = 316.23kg/m3
Fa = 632.46kg/m3
Ca = 1264.92kg/m
W = 158.12kg/m3
Materials required for 10cubes of 0.15m x 0.15m x 0.15m concrete volume are given below:
Volume of cube = 0.15m x0.15mx0.15m = 0.003375m3
For 10cubes, the volume is given as 0.03375m3
C = 10.67kg
Fa = 21.35kg
Ca = 42.69kg
W = 5.34kg
3.9 Leaching Procedure for Locust Bean Pod Extract
The pods were transferred into a container with a specific amount of water (solvent) to give the design concentration (solution). The resulting mixture was then filtered using a sieve size of 0.425mm as presented in appendix B (plate III).
3.10 Batching and Mixing Process
Batching this is a method of preparing or producing a concrete mix to be delivered at a time, one after the other based on the different replacement percentages of the specified constituents in their respective proportions. This operation goes in line with the concrete mix design procedure which allows one to determine the actual proportion by weight and volume of all the ingredients available in producing the concrete. For the purpose of this study, the absolute volume method of mix design will be adopted.
Thorough mixing of materials is essential for the production of uniform concrete. The mixing should ensure that the mass becomes homogeneous, uniform in colour and in consistency. The method adopted in mixing the concrete is the manual (hand mixing) method. The required quantity of sand (fine aggregate) was first measured and poured on a flat clean surface. The required quantity of cement was also measured and mixed thoroughly with the sand forming a homogeneous colour. The granite (coarse aggregate) was finally measured and added to the mixture and remixed. A measured volume of water obtained from the mix design was added and finally mixed thoroughly as required for quality control.

3.11 Slump test
The slump test is a measure of workability of fresh concrete. Workability is the ease with which concrete can be compacted hundred percent having regard to mode of compaction and place of deposition.
Aim: To determine the workability of fresh concrete mix in accordance to BS 1881: part 102: (1983).
Apparatus: slump cone (300mm high), tamping rod, hand trowel, scoop and measuring tape.
Procedure: The internal surface of the slump cone was thoroughly cleaned and freed from superfluous moisture and adherence of any old set concrete before commencing the test. The cone was placed on a smooth, horizontal rigid and non-absorbent surface. The cone was then filled in three layers, each approximately ¼ of the height of the cone. Each layer was subjected to 25 strokes of a standard tamping rod (16mm) with the strokes evenly distributed over the cross section. After the top layer has been rodded, the concrete was struck off level with a hand trowel. The cone was removed from the concrete immediately by raising it slowly and carefully in a vertical direction. The difference in level between the height of the cone and that of highest point of subsided concrete was measured and recorded as the slump of the concrete. As presented in Table 4.12.

3.12 Compaction Factor Test
Aim: To determine the workability of fresh concrete mixing accordance to BS 1881: part 103: (1993).
Apparatus: Scoop, fresh concrete mix, hand trowel, tamping rod, weighing balance, compaction factor apparatus and cylinder
Procedure: Ensure the apparatus and associated equipment is clean before test and free from hardened concrete and superfluous water. The sample of concrete to be tested was placed in the upper hopper up to the brim. The trap-door was opened so that the concrete falls into the lower hopper. Then the trap-door of the lower hopper was opened and the concrete was allowed to fall into the cylinder. The excess concrete remaining above the top level of the cylinder was then cut off using plane blades. The concrete was then filled up exactly up to the top of the cylinder. It was then weighed and recorded as the “weight of partially compacted concrete”.
The cylinder was emptied and refilled with the concrete from the same sample in layers approximately 5cm deep. The layers were heavily rammed so as to obtain full compaction. The top of the fully compacted concrete was the struck off leveled with the top of the cylinder, weighed and recorded as “weight of fully compacted concrete.”
The compacting factor was then computed using the equation 3.8. As presented in Table 4.13.
Compacting factor = [weight of partially compacted concrete] / [weight of fully compacted concrete] (3.11)
3.13 Casting of Concrete Cubes
Concrete mixing, slump test and compaction factor tests precedes casting of concrete cubes. The mould were placed on a rigid horizontal surface and filled with concrete in such a way as to remove entrapped air as possible and to produce full compaction of the concrete with neither excessive segregation nor laitance. The concrete was placed in the mould in layers and compacted using compacting bar. Each layer of approximately 50mm deep was subjected to 25 blows of the standard compacting bar (16mm).The test cubes were prepared in accordance to BS 1881 part 108: (1983).

3.14 Curing of Concrete Cubes
Curing is the process of preventing the loss of moisture from the concrete through maintaining a satisfactory temperature regime. It can be describe as the process of maintaining satisfactory moisture content and a favourable temperature in concrete during the period immediately following placement, so that the hydration of cement may continue until the desired properties are developed to a sufficient degree to meet the requirement of services. Curing follows immediately after demoulding. The cubes were submerged immediately in the curing tank for the required curing age of 7 and 28days which are the ages to be considered for the purpose of this study. The curing of cubes was carried out in accordance to BS 1881 part 111: (1983).

3.15 Compressive Strength Test
Curing is succeeded by crushing of the concrete. Crushing is an operation performed on concrete cubes by way of applying compressive force on them gradually until the cubes start breaking after having attained its supposed maximum strength limit. Compressive strength test was carried out on the concrete cubes at curing age of 7 and 28 days respectively, in accordance to BS 1881: part 116: (1983) using Seidner compression machine as presented in appendix B (plate V).
CHAPTER FOUR
4.0 RESULTS AND DISCUSSIONS OF RESULTS
4.1 Results
The results of the laboratory work carried out on chemical composition of pod extract, moisture content, specific gravity, bulk density, %porosity, void ratio and sieve analysis of aggregates, compaction factor test and compressive strength after 7 and 28 days of curing period are represented in Tables: 4.1, 4.2, 4.3, 4.4, 4.5, 4.6, 4.7, 4.8, 4.9, 4.10, 4.11, 4.12, 4.13, 4.14, 4.15, 4.16, 4.17 and graphically represented on Figures 1.0, 2.0, and 3.0 respectively.
Table 4.1 Chemical Composition of Locust Bean Pod Extract
| Element | Concentration |
| Na2O | 0.0000 Wt % |
| MgO | 0.0000 Wt % |
| Al2O3 | 0.0000 Wt % |
| SiO2 | 45.2203 Wt % |
| P2O5 | 0.0000 Wt % |
| K2O | 33.5274 Wt % |
| CaO | 14.8564 Wt % |
| TiO2 | 1.9126 Wt % |
| Fe2O3 | 4.4833 Wt % |
Table 4.2 Moisture Content of Fine Aggregate (Sand)
| Trials | 1 | 2 | 3 |
| Can number | Tp1 | Tp5 | 4 |
| Weight of empty can (g) | 43.3 | 42.9 | 38.9 |
| Weight of empty can + sample (g) | 104.5 | 96.5 | 117.5 |
| Weight of empty can + dry sample (g) | 102.5 | 94.5 | 114.8 |
| Weight of dry sample (g) | 59.2 | 51.6 | 75.9 |
| Weight of water (g) | 2.0 | 2.0 | 2.7 |
| Moisture content % | 3.4 | 3.9 | 3.6 |
| Average moisture content % | 3.6 | ||
Table 4.3 Moisture Content of Coarse Aggregate (Granite)
| Trials | 1 | 2 | 3 |
| Can number | Tp1 | Tp5 | S8 |
| Weight of empty can (g) | 43.3 | 42.9 | 43.6 |
| Weight of empty can + sample (g) | 144.5 | 132.2 | 138.7 |
| Weight of empty can + dry sample (g) | 144.0 | 131.9 | 138.2 |
| Weight of dry sample (g) | 100.7 | 89.0 | 94.6 |
| Weight of water (g) | 0.5 | 0.3 | 0.5 |
| Moisture content % | 0.5 | 0.3 | 0.5 |
| Average moisture content % | 0.4 | ||
Table 4.4 Specific Gravity and Water Absorption of Fine Aggregate
| Trials | 1 | 2 | 3 |
| Weight of sample g | 154.4 | 130.4 | 131.4 |
| Weight of vessel +sample + water (B) g | 881.6 | 866.1 | 868.7 |
| Weight of vessel + water only (C) g | 785.2 | 787.1 | 788.1 |
| Weight of saturated surface dry sample (A) g | 151.4 | 129.2 | 130.2 |
| Weight of oven dry sample (D) g | 149.4 | 127.4 | 129.4 |
| Specific gravity Gs = D/A-(B-C) | 2.67 | 2.54 | 2.61 |
| Average specific gravity | 2.61 | ||
| Apparent specific gravity = D/D-(B-C) | 2.82 | 2.63 | 2.65 |
| Average apparent specific gravity | 2.70 | ||
| Water absorption = ( (A-D)/D) | 1.34 | 1.41 | 0.62 |
| Average water absorption% | 1.12 | ||
Table 4.5 Specific Gravity and Water Absorption of Course Aggregate
| Trials | 1 | 2 | 3 |
| Weight of sample g | 506.6 | 471.9 | 504.6 |
| Weight of vessel +sample + water (B) g | 1105.2 | 1081.5 | 1101.2 |
| Weight of vessel + water only (C) g | 788.7 | 788.0 | 786.7 |
| Weight of saturated surface dry sample (A) g | 503.7 | 473.8 | 505.3 |
| Weight of oven dry sample (D) g | 500.7 | 470.3 | 502.3 |
| Specific gravity Gs = D/A-(B-C) | 2.67 | 2.61 | 2.63 |
| Average specific gravity | 2.64 | ||
| Apparent specific gravity = D/D-(B-C) | 2.72 | 2.66 | 2.67 |
| Average apparent specific gravity | 2.67 | ||
| Water absorption = ( (A-D)/D) | 0.60 | 0.74 | 0.60 |
| Average water absorption % | 0.65 | ||
Table 4.6 Bulk of Fine Aggregate
| Uncompacted | Compacted | |||||
| Trials | 1 | 2 | 3 | 1 | 2 | 3 |
| Weight of mould (w1) kg | 1.09 | 1.09 | 1.09 | 1.09 | 1.09 | 1.09 |
| Volume of mould (V) m3 | 0.00171 | 0.00171 | 0.00171 | 0.00171 | 0.00171 | 0.00171 |
| Weight of mould + Sample (w2) kg | 3.39 | 3.44 | 3.43 | 3.90 | 3.91 | 3.94 |
| Net weight of sample (Mnet = w2-w1) kg | 2.30 | 2.35 | 2.34 | 2.81 | 2.82 | 2.85 |
| Bulk density = (Mnet/V) kg/m3 | 1345.03 | 1374.27 | 1368.42 | 1643.27 | 1649.12 | 1666.67 |
| Average bulk density (kg/m2) | 1362.57 | 1653.07 | ||||
Table 4.7 Percentage Porosity of Aggregate
| Sample | Uncompacted Bulk Density (kg/m3) | Compacted Bulk Density (kg/m3) | % Porosity |
| Crushed granite | 1492.06 | 1634.92 | 91.20% |
Table 4.8 Bulk Density of Course Aggregate
| Uncompacted | Compacted | |||||
| Trials | 1 | 2 | 3 | 1 | 2 | 3 |
| Weight of mould (w1) kg | 1.08 | 1.08 | 1.08 | 1.08 | 1.08 | 1.08 |
| Volume of mould (V) m3 | 0.00168 | 0.00168 | 0.00168 | 0.00168 | 0.00168 | 0.00168 |
| Weight of mould + Sample (w2) kg | 3.60 | 3.56 | 3.60 | 3.84 | 3.81 | 3.83 |
| Net weight of sample ( Mnet = w2-w1) kg | 2.52 | 2.48 | 2.52 | 2.76 | 2.73 | 2.75 |
| Bulk Density = ( Mnet/V) kg/m3 | 1500.00 | 1476.19 | 1500.00 | 1642.86 | 1625.00 | 1636.90 |
| Average Bulk Density (kg/m2) | 1492.06 | 1634.92 | ||||
Table 4.9 Void ratio of Coarse Aggregate
| Sample | Bulk Density (kg/m3) | Specific gravity | Unit weight of water (g) | Void ratio |
| Crushed granite | 1492.06 | 2.64 | 1000 | 0.56 |
Table 4.10 Sieve Analysis of Fine Aggregate
| S/NO | SIEVE SIZES (mm) | WEIGHT RETAINED (g) | CUMMULATIVE WEIGHT RETAINED (g) | CUMMULATIVE PERCENTAGE RETAINED (%) | CUMMULATIVE PERCENTAGE PASSING (%) |
| 1 | 5 | 1.6 | 1.6 | 0.32 | 99.68 |
| 2 | 3.35 | 5.7 | 7.3 | 1.46 | 98.54 |
| 3 | 2.36 | 16.2 | 23.5 | 4.7 | 95.3 |
| 4 | 2 | 11.4 | 34.9 | 6.98 | 93.02 |
| 5 | 1.18 | 67.8 | 102.7 | 20.54 | 79.46 |
| 6 | 0.85 | 55.2 | 157.9 | 31.58 | 68.42 |
| 7 | 0.6 | 68.6 | 226.5 | 45.3 | 54.7 |
| 0.425 | 66.9 | 293.4 | 58.68 | 41.32 | |
| 8 | 0.3 | 76.3 | 369.7 | 73.94 | 26.06 |
| 9 | 0.15 | 101.4 | 471.1 | 94.22 | 5.78 |
| 10 | 0.075 | 19.9 | 491 | 98.2 | 1.8 |
| 11 | 0 | 8.6 | 499.6 | 99.92 | 0 |
| 12 | TOTAL WEIGHT: 499.6 | ||||
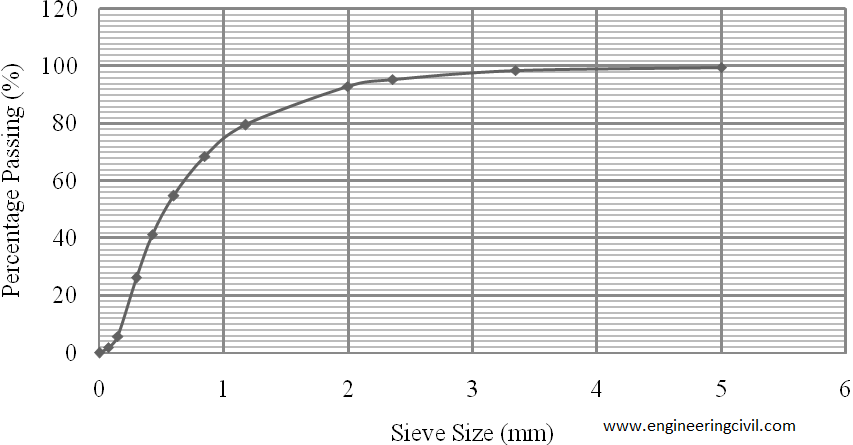
Fig. 1.0 Particle size distribution of fine aggregate
Table 4.11 Sieve Analysis of Course Aggregate
| S/NO | SIEVE SIZES (mm) | WEIGHT RETAINED (g) | CUMMULATIVE WEIGHT RETAINED (g) | CUMMULATIVE PERCENTAGE RETAINED (%) | CUMMULATIVE PERCENTAGE PASSING (%) |
| 1 | 37.5 | 0 | 0 | 0 | 100 |
| 2 | 28 | 0 | 0 | 0 | 100 |
| 3 | 20 | 59.9 | 59.9 | 5.99 | 94 |
| 4 | 14 | 810.6 | 870.5 | 87.05 | 12.95 |
| 5 | 10 | 126.9 | 997.4 | 99.74 | 0.26 |
| 6 | 6.3 | 2.3 | 999.7 | 100 | 0 |
| 7 | 5 | 0 | 0 | 0 | 0 |
| 8 | 3.35 | 0 | 0 | 0 | 0 |
| 9 | 0.425 | 0 | 0 | 0 | 0 |
| 10 | 0 | 0 | 0 | 0 | 0 |
| TOTAL WEIGHT: 999.7 | |||||
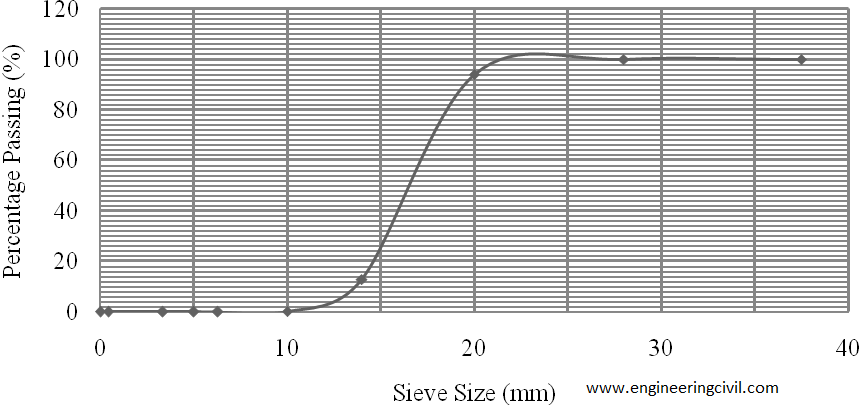
Fig. 2.0 particle size distribution of coarse aggregate
Table 4.12 Slump Test
| Concentration levels (kg/lt) | 0 | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 |
| Slump Value (mm) | 10 | 8 | 6 | 5 | 5 | 0 |
Table 4.13 Compaction Factor Test
| Concentration levels (kg/lt) | 0 | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 |
| Partly compacted (kg) | 11.86 | 11.43 | 11.18 | 11.23 | 11.36 | 11.03 |
| Fully Compacted (kg) | 14.76 | 14.40 | 14.22 | 13.40 | 13.16 | 13.30 |
| Compaction factor | 0.80 | 0.79 | 0.79 | 0.85 | 0.86 | 0.83 |
Table 4.14 Compressive Strength for 7 Days
| Concentrations (kg/lt) | Sample no | Volume of cube (m3) | Area of cube (mm2) | Weight of specimen (kg) | Density (kg/m3) | Crushing load (kN) | Compressive strength (N/mm2) | Average compressive strength (N/mm2) |
| 0 | 1 | 0.003375 | 22500 | 8.68 | 2571.85 | 740 | 32.89 | 31.67 |
| 2 | 0.003375 | 22500 | 8.65 | 2562.96 | 690 | 30.67 | ||
| 3 | 0.003375 | 22500 | 8.86 | 2625.19 | 690 | 30.67 | ||
| 4 | 0.003375 | 22500 | 8.61 | 2551.11 | 730 | 32.44 | ||
| 0.05 | 1 | 0.003375 | 22500 | 8.69 | 2574.81 | 750 | 33.33 | 33.44 |
| 2 | 0.003375 | 22500 | 8.77 | 2598.52 | 700 | 31.11 | ||
| 3 | 0.003375 | 22500 | 8.58 | 2542.22 | 840 | 37.33 | ||
| 4 | 0.003375 | 22500 | 8.62 | 2554.07 | 720 | 32.00 | ||
| 0.10 | 1 | 0.003375 | 22500 | 7.93 | 2349.63 | 790 | 35.11 | 34.80 |
| 2 | 0.003375 | 22500 | 8.50 | 2518.52 | 770 | 34.22 | ||
| 3 | 0.003375 | 22500 | 8.49 | 2515.56 | 770 | 34.22 | ||
| 4 | 0.003375 | 22500 | 8.56 | 2536.30 | 800 | 35.65 | ||
| 0.15 | 1 | 0.003375 | 22500 | 8.32 | 2465.19 | 830 | 36.89 | 33.34 |
| 2 | 0.003375 | 22500 | 8.33 | 2468.15 | 810 | 36.00 | ||
| 3 | 0.003375 | 22500 | 8.47 | 2509.63 | 800 | 35.56 | ||
| 4 | 0.003375 | 22500 | 7.97 | 2361.48 | 560 | 24.89 | ||
| 0.20 | 1 | 0.003375 | 22500 | 8.21 | 2432.59 | 610 | 27.11 | 24.84 |
| 2 | 0.003375 | 22500 | 7.95 | 2355.56 | 426 | 18.93 | ||
| 3 | 0.003375 | 22500 | 8.29 | 2456.30 | 660 | 29.33 | ||
| 4 | 0.003375 | 22500 | 8.31 | 2462.22 | 540 | 24.00 | ||
| 0.25 | 1 | 0.003375 | 22500 | 7.43 | 2201.4 | 320 | 14.22 | 18.96 |
| 2 | 0.003375 | 22500 | 8.18 | 2423.70 | 500 | 22.22 | ||
| 3 | 0.003375 | 22500 | 7.89 | 2337.78 | 470 | 20.89 | ||
| 4 | 0.003375 | 22500 | 8.18 | 2423.70 | 416 | 18.49 |
Table 4.15 Compressive Strength for 28 Days
| Concentrations (kg/lt) | Sample no | Volume of cube (m3) | Area of cube (mm2) | Weight of specimen (kg) | Density (kg/m3) | Crushing load (kN) | Compressive strength (N/mm2) | Average compressive strength (N/mm2) |
| 0 | 1 | 0.003375 | 22500 | 8.68 | 2571.85 | 810 | 36.00 | 33.89 |
| 2 | 0.003375 | 22500 | 8.92 | 2642.96 | 860 | 38.22 | ||
| 3 | 0.003375 | 22500 | 8.76 | 2595.56 | 710 | 31.56 | ||
| 4 | 0.003375 | 22500 | 8.95 | 2651.85 | 670 | 29.78 | ||
| 0.05 | 1 | 0.003375 | 22500 | 8.63 | 2557.04 | 1010 | 44.89 | 40.00 |
| 2 | 0.003375 | 22500 | 8.46 | 2506.67 | 865 | 38.40 | ||
| 3 | 0.003375 | 22500 | 8.50 | 2518.52 | 805 | 35.78 | ||
| 4 | 0.003375 | 22500 | 8.76 | 2595.56 | 830 | 36.89 | ||
| 0.10 | 1 | 0.003375 | 22500 | 8.44 | 2500.74 | 810 | 36.00 | 38.89 |
| 2 | 0.003375 | 22500 | 8.14 | 2411.85 | 860 | 38.22 | ||
| 3 | 0.003375 | 22500 | 8.37 | 2480.00 | 850 | 37.78 | ||
| 4 | 0.003375 | 22500 | 8.33 | 2468.15 | 980 | 43.56 | ||
| 0.15 | 1 | 0.003375 | 22500 | 8.10 | 2400.00 | 750 | 33.33 | 35.45 |
| 2 | 0.003375 | 22500 | 8.38 | 2482.96 | 900 | 40.00 | ||
| 3 | 0.003375 | 22500 | 8.38 | 2482.96 | 735 | 32.67 | ||
| 4 | 0.003375 | 22500 | 8.06 | 2388.15 | 805 | 35.78 | ||
| 0.20 | 1 | 0.003375 | 22500 | 7.94 | 2352.59 | 590 | 26.22 | 27.89 |
| 2 | 0.003375 | 22500 | 7.79 | 2308.15 | 590 | 26.22 | ||
| 3 | 0.003375 | 22500 | 8.41 | 2491.85 | 710 | 31.56 | ||
| 4 | 0.003375 | 22500 | 7.96 | 2358.52 | 620 | 27.56 | ||
| 0.25 | 1 | 0.003375 | 22500 | 7.98 | 2364.44 | 510 | 22.67 | 23.89 |
| 2 | 0.003375 | 22500 | 8.25 | 2444.44 | 570 | 25.33 | ||
| 3 | 0.003375 | 22500 | 7.88 | 2334.81 | 530 | 23.56 | ||
| 4 | 0.003375 | 22500 | 7.96 | 2358.52 | 540 | 24.00 |
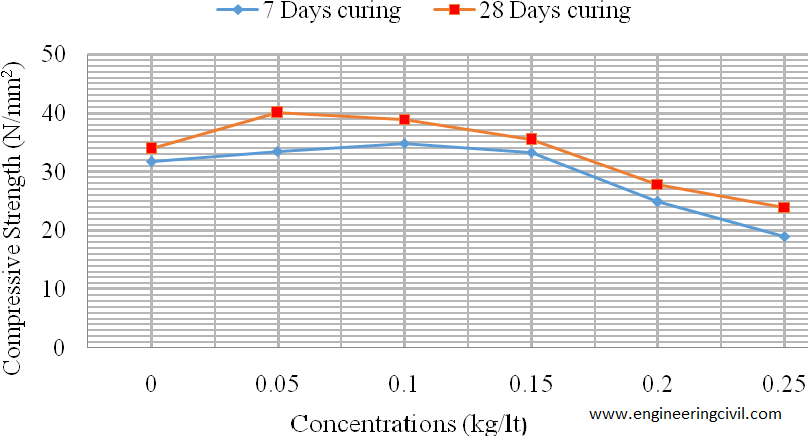
Fig. 3.0 Variation of compressive strength with LBPE concentrations
4.2 Discussion of Results
The specific gravity was found to be 2.61 for fine aggregate and 2.64 for coarse aggregate which are within the range of 2.5 and 3.0 standard. The bulk densities of the materials were found to be 1362.57kg/m3 for uncompacted and 1653.07kg/m3 for compacted fine aggregate. While that of coarse aggregate was found to be 1492.06kg/m3 for uncompacted and 1634.92kg/m3 for compacted. The void ratio of the aggregate was found to be 0.56 with percentage porosity of 91%. The moisture content of sand was found to be 3.6% and that of coarse aggregate was found to be 0.4%. The water absorption of fine sand was found to be 1.12% while that of coarse aggregate was found to be 0.65%.
From the chemical analysis result, it was found that the locust bean pod extract is a class C pozzolanic material with SiO3+Al2O3+Fe2O3 value of 50% which is the minimum percentage of class C pozzolans (ASTM C618-92a, 1994) as presented in Table 2.2.
The graph in figure 3.0 shows that the compressive strength of concrete increases from the control value (31.67N/mm2) to (34.80N/mm2) at 0.10kg/lt and decreases with minimum compressive strength obtained at 0.25kg/lt for 7 days curing age. Also, the compressive strength increases from the control value (33.89N/mm2) to (40.00N/mm2) at 0.05kg/lt and continually decreases with minimum compressive strength obtained at 0.25kg/lt for 28days curing age (Table 4.15).
The average compressive strength of the control specimens for 7days and 28days curing age is 31.67N/mm2 and 33.89N/mm2 respectively. While the maximum compressive strength for 7days curing was found to be 34.80N/mm2 at 0.10kg/lt and that of 28days curing age was found to be 40.00N/mm2 at 0.05kg/lt, this gave rise to a percentage increase of 9.88% and 18.03% respectively. It is generally visible that the addition of locust bean pod extracts up to 0.15kg/lt has improved the compressive strength of concrete.
CHAPTER FIVE
5.0 CONCLUSIONS AND RECOMMENDATIONS
5.1 Conclusions
Based on the study carried out on the compressive strength of concrete using locust bean Pod extract (LBPE) as a replacement for water, the following conclusions can be drawn:
1. The locust bean pod extract used is a class C pozzolanic material as SiO2, Al2O2 and Fe2O3 content summed up to 50% which is the minimum for class C pozzolans (ASTM specification C618-92a, 1994); as presented in Table 4.1 and Appendix A;
2. The maximum compressive strength is 40.00N/mm2 at concentration level 0.05kg/lt of 28 days curing age which is the optimum concentration level as presented in Table 4.15;
3. The minimum and maximum percentage increase in compressive strength is 4.6% and 18.03% at 0.15kg/lt and 0.05kg/lt respectively;
4. As the concentration level increases, the compressive strength decreases appreciably to a value 18.96N/mm2 and 23.89N/mm2 at 0.25kg/lt concentration for 7 and 28days curing ages respectively (figure 3.0). This is due the excess amount of the pod extract which weakens the bond between cement and other constituent used in the production of concrete.
5.2 Recommendations
Since the replacement of water with locust bean pod extract at 0.05kg/lt and 0.10kg/lt concentrations is seen to give higher compressive strength at the age of 7days and 28days, it is hereby recommended that the pod extract at 0.05kg/lt, 0.10kg/lt and 0.15kg/lt concentrations can be used to produce improved compressive strength concrete.
Further studies can be carried out either on:
1. 2hours revibration of concrete using the locust bean pod extract as replacement for water using 0.10kg/lt concentration in order to determine the optimum compressive strength.
2. Using the locust bean pod ash (LBPA) to replace some percentage of cement can also be explored to see the effect of this partial replacement for cement.




No comments: